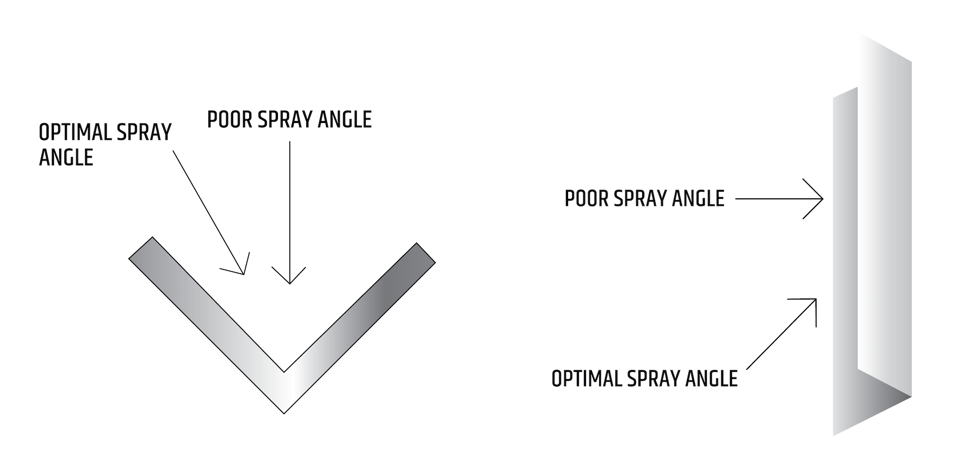
The
“Faraday Cage effect” happens when coating charged parts with sharp
inside corners or recesses during an electrostatic coating process. The
“effect” prevents powder from a gun from getting into those corners and
recesses because they do not hold a charge. The difference in charge causes the
charged powder particles above the corners and recesses to create resistance to
incoming powder—the Faraday Cage—making it difficult to coat these areas.
While
it might be impossible to prevent the Faraday Cage effect from occurring
completely, there are ways to overcome it. Here are three “levels” of strategies
and tips that will help you better coat inner corners, recesses, and many parts
with odd geometries.
Level
One Tradeoffs – These strategies can use excessive amounts of powder, have
higher film thicknesses than desired, and could result in an uneven film build.
Level
Two Tradeoff – These gun settings could mean slower
application times.
For
more information about how to fine-tune your application settings and
techniques, read TCI Powder’s Troubleshooting
Guide,
especially Chapter 10, “Powder
Application Tips,” and Chapter 13, “Troubleshooting.”
…And
more application tips…
https://fluorogistx.com/teflon-application-overview
